线切割的加工原理
什么是线切割加工?
线切割加工是放电加工的一种,是将电流施加到线上切割金属的加工方法。通常使用黄铜线,我们使用Φ0.05〜Φ0.3mm的线。金属丝打出电火花,可以将待加工的材料熔化,然后加工成所需的形状。即使是难以切割的材料,也可以进行高精度加工。
线切割的加工原理
进行线切割时,在将工件浸入纯净水处理槽中的同时将电流施加到线上,并且线与工件之间保持数十微米(数十微米)的恒定距离,发生短时放电爆炸,重复执行熔化操作。
由于加工过程中产生的温度达到大约7,000度,并且据说地球上熔点最高的矿物钽碳化物为3983度,因此理论上可以加工任何具有导电性的金属。
另外,设置冷却装置可以防止工件的热膨胀和变形,并且保持处理槽中的水温恒定。切割工件和金属丝时不会相互接触,同时保持数十微米(数十微米)的恒定距离。
线切割的优点
可以处理难以切割的材料
对于具有导电性的材料,可使用耐热合金如Inconel,Hastelloy,以及高硬度材料如硬质合金,粉末高速钢,模具钢以及可加工性较差的难加工材料,例如材料厚度,尺寸和硬度。不论大小,均可进行处理。
适用于薄板
如果外形复杂并且在加工中更换卡盘很麻烦,或者如果卡盘没有夹紧余量,则可以使用线切割进行外部加工。由于可以将薄板切成多层,因此可以降低成本。
高精度和精细加工
即使在要求间距精度和尺寸精度(例如级进模)的情况下,也可以以微米精度进行处理。由于金属丝的厚度为Φ0.05〜Φ0.3左右,因此可以在0.4mm以内进行切片,切圈,切齿等工件的切断。
无毛刺
在某些产品中,即使是微小的毛刺也都是NG。如果使用线切割,则不会产生毛刺。
由于是非接触式加工,因此工作负荷低
在分析材料特性所必需的工件(例如测试件)的情况下,切削后可能会残留残余应力,因此可能无法获得准确的材料特性。在进行线切割的情况下,由于是非接触式加工,因此在工件上没有负载,并且由于是在水中进行加工,因此几乎没有热量变化。
可以通过线切割完成的加工
微细加工
使用Φ0.05mm的线材,可以进行细加工,从而通过线切割在试件上产生伪缺陷。
大线切割
可以对超过1 m的大型工件进行线切割。
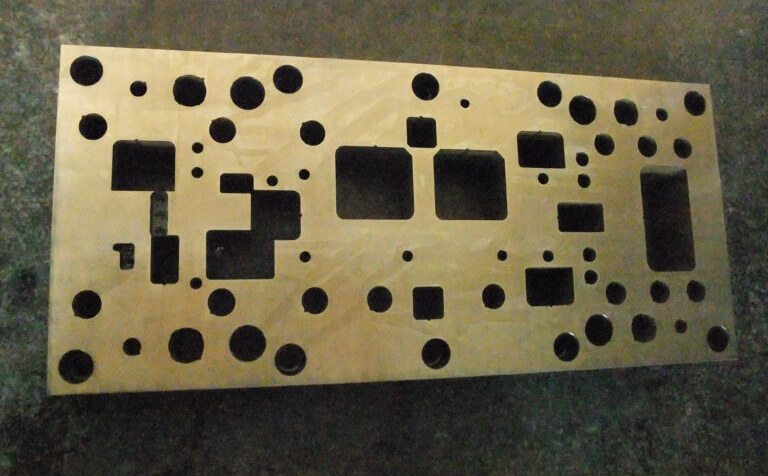
模具板加工
可以加工用于压模的高精度模板。
难切割的材料加工
可以处理任何可以导电的东西,例如模具钢,硬质合金和耐热合金。
六角套筒
可以加工无法用刀片加工的高硬度材料的六角孔。
键槽
在环的内径上开槽的键槽中,无法进行开槽加工
高精度加工
公差为±0.003 mm的高精度加工是可能的。
喇叭
在诸如机械加工之类的旋转工具的情况下,总是有一个拐角R,但是几乎没有拐角R就能进行线切割。
半切
齿圈和齿轮可以切成两半。使用锯子时,切割余量为几毫米,而使用线切割时,切割余量为0.5毫米以内。
切出试件
当试样受热或切削应力影响时,不能判断其作为常规材料的功能。通过使用线切割进行切割,对测试件几乎没有外部不利影响。据说线切割的热效应在表面上约为30μm。
通过深孔加工
可以钻出无法用刀片加工的深孔。
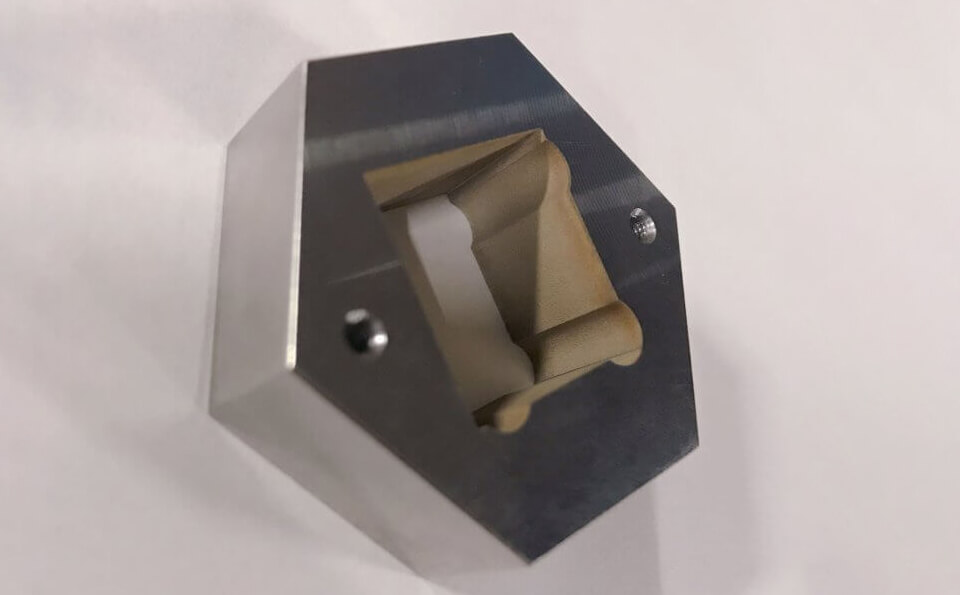
锥度加工
可以使模板卸压锥和喷嘴导锥锥化。
线切割加工件